How one chipping plant, a 1,200 km supply radius, and a few hard lessons revealed the common logic behind DBR, SDBR, TOC Distribution, and CCPM
Before Eli Goldratt wrote Critical Chain and gave the project world CCPM…
Before Isn’t It Obvious? clarified inventory and replenishment…
Before The Hay Stack Syndrome provides the argorithmic logic…
Many of us were already wrestling with the same problem in the field.
We had The Goal and The Race. Both foundational to understanding flow.
And we had real operations that refused to behave as we planned.
Theory of Constraints (TOC):
One of the defining examples of our TOC discovery was an African hardwood chipping operation exporting to Japan. On paper, it looked like a chipping plant fed by long-distance transport routes. In reality, it was something much bigger: an inbound factory without a roof and with a 1,200 km radius.
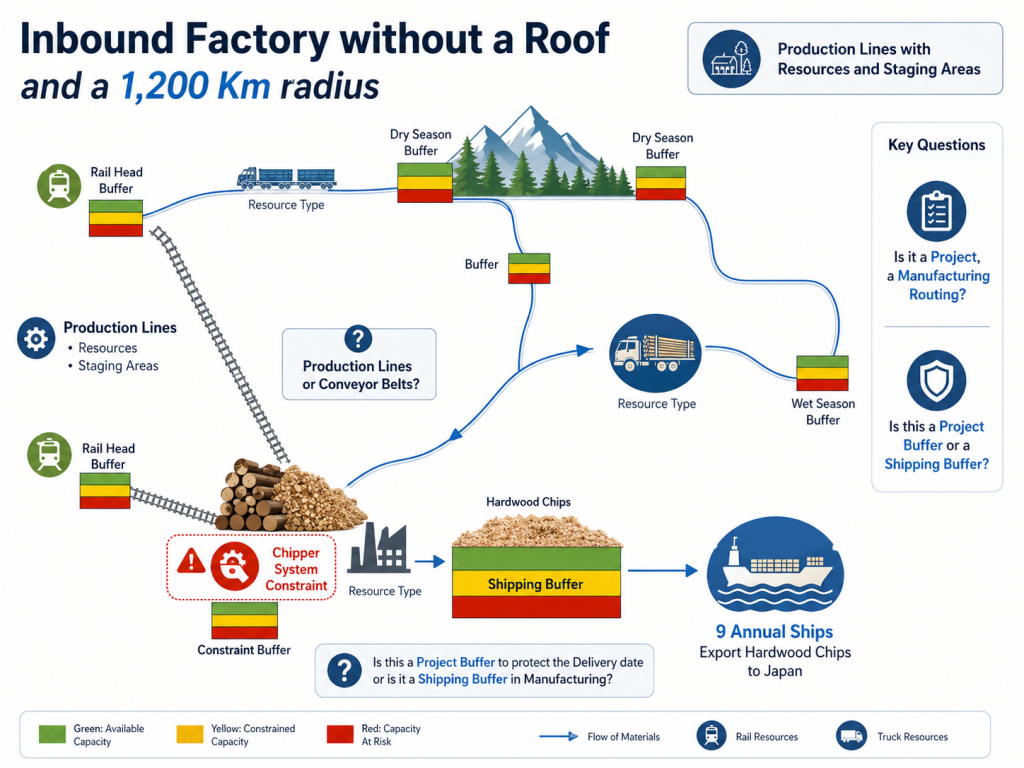
That re-framing changed how we saw everything.
The forest was just the incoming raw material of the factory.
The roads and rail lines were the routes in the factory.
The railheads were inventory buffers within the factory.
The trucks were carts that carried raw materials within the factory.
The staging areas were part of the factory.
The chipper was part of the factory.
The ships at the dockside were the final part of the factory.
The walls were just imaginary.
The system did not care how we labeled the components. It only cared whether the material had arrived and was ready to be processed when and to where it was needed.
And once you see that, you cannot unsee it.
The Lesson Was Not Learned in a Classroom
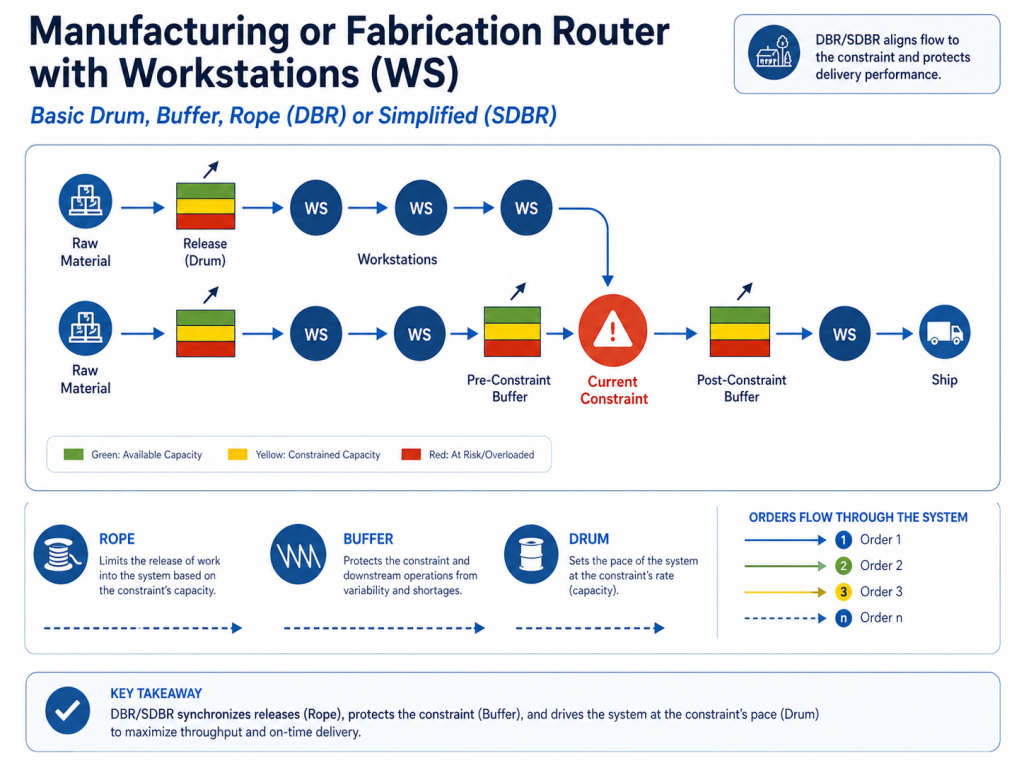
TOC is often taught through diagrams: drum, buffer, rope, constraint, buffer penetration, replenishment signals, project buffers, and feeding buffers.
Those diagrams matter.
But the deeper understanding usually comes from standing in the middle of a messy operation, sketching out the flow, and realizing the diagram is alive and dynamic, with interruptions at every point.
A truck is stuck and late.
The road is wet, and speeds are reduced to a crawl.
The chipper is waiting for repair and spare parts.
The railhead is congested, and rail cars are not always on time where needed.
The ship date is contractually fixed, and the demarage exceeds our profit potential.
Someone is asking for an explanation, based on guesses.
Someone else is asking for a miracle.
That is where TOC becomes real.
Not as a theory.
As a way to prepare for and make sense of pressure.
In the chipping operation, we were not managing a neat factory. We were managing distance, weather, mechanical capacity, road conditions, vessel commitments, harvesting variability, and people trying to do their best within a system larger than any one department.
The breakthrough was not the discovery of a new method, but an ancient and common-sense one.
The breakthrough was recognizing that the same logistical principle kept showing up everywhere.
Eli Goldratt provided Names, and coded the Logic .
At different times, TOC gave us different names for different environments.
In manufacturing, we called it Drum-Buffer-Rope.
In simpler flow environments, we called it SDBR.
In inventory and replenishment, we called it TOC Distribution.
In projects, we called it Critical Chain Project Management.
But underneath the names, the same logic remained:
Find the control point. Protect it. Synchronize release. Manage by buffer capacity.
This was true for ancient battles, early industrial production, and current operations.
That was true in the chipping plant.
It was true in factories.
It was true in distribution networks.
It became true in project portfolios.
The environment changed.
The nouns changed.
The first principles did not.
The Chipper was the Drum Beat or the entire operation.
In that chipping system, the chipper was not just another machine. “Feed that Chipper.”
It was the point where the entire supply system proved whether it was working.
If the chipper was starved, throughput was lost.
If the ship lost throughput, it was at risk.
If the ship was at risk, the business was at risk.
So the chipper became the drum; every other decision was subordinate to the chipper’s uptime.
The routes, trucks, railheads, stockpiles, and staging areas had to be subordinated to that drum. Their purpose was not to look efficient in isolation. Their purpose was to keep the system flowing. “Feed that Chipper.”
That is a hard lesson for people.
Because people want their area to look good. Rewarded by local performance and promoted on localized success.
The transport manager wants trucks utilized.
The harvesting manager wants to make a weekly quota.
The repair shop wants to contain costs and overtime hours.
The rail dispatch wants cars full and running.
The plant manager wants the chipper running.
The shipping manager wants the vessel loaded.
Finance wants working capital controlled.
The customer wants quality delivery.
Everyone is right from their own perspective.
TOC gives them a way to be right together.
Buffers Are Not Waste. They Are Respect for Reality.
One of the most human mistakes in management is pretending uncertainty is a planning defect.
It is not. Uncertainty is part of reality, and plans must be prepared to accommodate uncertainty.
In our chipping operation, the dry season and wet season were not minor details. They changed the system’s physics, including an unpredictable seasonal change.
Winter and summer did not behave the same.
Roads did not behave the same.
Travel times did not behave the same.
Replenishment reliability did not behave the same.
So the buffers could not be the same.
A dry-season buffer protected normal replenishment variation.
A wet-season buffer protected a harsher operating environment.
A railhead buffer protected transfer reliability.
Workshops protected the loaders and trucks’ uptime.
A constraint buffer protected the chipper.
A shipping buffer protected the vessel commitment.
The insight was simple but powerful:
A Visible Buffer is not an admission of poor control. It is the mechanism of control.
That idea carries directly into CCPM.
A managed project buffer is not padding.
A managed feeding buffer is not laziness.
A managed constraint buffer is not excess.
A managed stock buffer is not a waste.
Properly designed, buffers are the system’s dynamic shock absorbers.
It lets people work with reality rather than be punished by it.
The Rope Is a Human Discipline
The rope sounds technical. It is not only technical.
The rope is the discipline to avoid releasing more than the system’s limitations can absorb.
That is difficult because most organizations reward starting work rather than finishing it.
Start more orders.
Start more projects.
Start more harvesting.
Start more tasks.
Start more initiatives.
Starting feels productive.
But uncontrolled release creates congestion.
Congestion hides priority.
Hidden priority creates expediting.
Expediting creates conflict.
Conflict creates stress.
Stress creates more local decisions.
And local decisions damage global flow.
The rope is how the system says:
Not yet. Release when the system is ready.
That is not easy leadership. But it is necessary leadership.
In a chipping operation, that means not flooding the routes, railheads, or yard beyond what the chipper and shipping schedule can absorb.
In project management, it means not launching more projects than shared resources can support.
In distribution, it means replenishing to consumption, not excess at panic levels.
The rope is where TOC becomes managerial courage.
Before CCPM Had a Name, the Logic Was Already There
When Critical Chain came later, it gave project people the language they needed.
Critical chain: the longest chain of both Task and resource dependency.
Visibpel, protective Feeding Buffers.
Project Buffers to protect due dates.
Resource contention resolved in planning.
Staggered release of orders according to resource availability.
Buffer Charts, Predictive Indexes, WIP indicators, and Task Requiring Immediate Attention.
But for those of us who had lived the logistics side, the logic felt familiar.
A project network was just another flow system.
Tasks replaced trucks.
Shared resources replaced transport routes.
The critical chain determined the flow and throughput, which replaced the chipper.
Feeding buffers replaced staging buffers.
The project buffer replaced the shipping buffer.
Staggered project release replaced the rope.
It was not a different worldview.
It was the same worldview applied to time, dependencies, and resource capacity.
That is why the transition from DBR to CCPM was not as large as some people think.
The form changed.
The logistical principle remained intact.
The Real Journey Was Seeing Systems, Not Departments
After 40 years in TOC, the greatest shift is not technical. It is human vision.
You stop seeing departments as independent kingdoms.
You stop believing local efficiency is the same as business performance.
You stop asking, “Why did that department fail?”
You start asking: What did the system make hard for good people to do, and subordinate?
That question changes everything.
It removes blame.
It exposes obstacles to flow.
It reveals the immediate constraint and future constraints.
It makes time buffers legitimate management tools.
It turns conflict into system design requirements.
It gives people a common performance language.
It rewards total system performance.
In the chipping plant, people were not the problem. The system was simply larger than the organizational chart.
Once we saw the whole thing as a 1,200-km-radius factory without a roof, the pieces finally connected.
The roads were not “transport.”
They were internal factory aisles.
The railheads were not “logistics.”
They were controlled staging areas.
The stockpile was not “inventory.”
It was a dynamic buffer protecting the system flow.
The chipper was not “equipment.”
It was the total system’s strategic pacing resource, the organizational drumbeat.
The ship was not “shipping.”
It was the market commitment with disproportional penalties for late delivery.
Suddenly, the argument changed.
We were no longer asking each function to optimize itself.
We were asking the whole system to keep its promise.
TOC’s Unifying Truth
Over time, I have come to believe this is one of the most important truths in TOC:
DBR, SDBR, TOC Distribution, and CCPM are not separate methods competing for attention. They are one logistical principle expressed in different operating environments.
Manufacturing uses physical buffers.
Distribution uses stock buffers.
Projects use time buffers.
Portfolio management uses capacity buffers and staggered release.
But the management question is always the same:
- What determines the pace?
- What must be protected?
- What should be released?
- What should wait?
- What does the buffer tell us?
- Where must management intervene now?
That is the practical genius of TOC.
It gives leaders a way to manage complexity without pretending the world is simple.
Why This Still Matters
Today, companies have more software, more dashboards, more data, and more meetings than ever.
But many still miss the same basic truth:
Flow is not improved by measuring everything.
Flow is improved by monitoring and controlling the right thing.
The chipping plant taught us that.
A project portfolio teaches the same lesson for different environments.
So does a hospital.
So does an aircraft MRO.
So does a fabrication shop.
So does a distribution network.
So does new product development.
So does a construction company trying to coordinate trades, materials, permits, and cash.
The environment changes, but the question sremain:
Are we managing local activity, or are we protecting system flow?
That question has shaped my TOC journey for more than 40 years.
And it is still the question that matters.
Final Thought
Before the later books gave us refined TOC language, many of us learned TOC the hard way: through operations that would not forgive fragmented thinking.
The chipping plant was one of those teachers.
It showed that the factory may have no roof.
The walls may stretch 1,200 km.
The constraint may sit far from the forest.
The buffer may take the form of inventory, time, space, or capacity.
The rope may look like a schedule, a release rule, or a replenishment signal.
But the principle remains constant.
Protect the flow. Synchronize the release. Manage the buffer. Keep the promise.
That is DBR.
That is SDBR.
That is TOC Distribution.
That is CCPM.
And for those of us who have lived this journey, it is more than a method.
TOC is a way of seeing the bigger picture.
Contact Exepron here to understand how this applies to your environment.
About the Author
John L. Thompson is COO and co-founder of Exepron and a practitioner of the Theory of Constraints with over 40 years of experience helping organizations improve flow, reduce lead times, and increase Asset Productivity.
email: JohnT@Exepron.com
Exepron: for Logistic-Driven Organizations.
Find out how to significantly reduce lead time and provide reliable delivery at exepron.com
Let’s explore if there’s a fit for your organization.
We invite you to test the Exepron. We’ll bring the method, the technology, and the support. You bring the willingness to differentiate, retool operations, and lead cohesively.